
先のとがったネジは小ネジに似ていますが、ネジのネジ山はタッピンネジ用の特殊なネジ山です。2つの薄い金属部品を固定して1つの部品を作るために使用されますが、部品に事前に小さな穴を開ける必要があります。このネジは硬度が高いため、コンポーネントの穴に直接ねじ込むことができ、コンポーネントに応答性の高い雌ネジが形成されます。このタイプの接続形成も取り外し可能な接続です。


スパイク尾ねじの準備プロセスまたは製造プロセスの最初の部分は、コイリングプロセスです。原料メーカーから仕入れたオリジナルコイルを加工。コイルの主なパラメータには、A、ブランド B、名前 C、仕様 D、材質 E、炉番号またはバッチ番号 F、数量または重量が含まれます。炭素鋼コイルの主な化学組成はC、Mn、P、S、Si、Cu、Alであり、Cu、Alの含有量は低いほど良いです。

ネジ製造の第二工程は伸線工程です。伸線プロセスの目的は、必要なワイヤ直径 (例: 最大 3.5 mm の伸線) を達成することです。
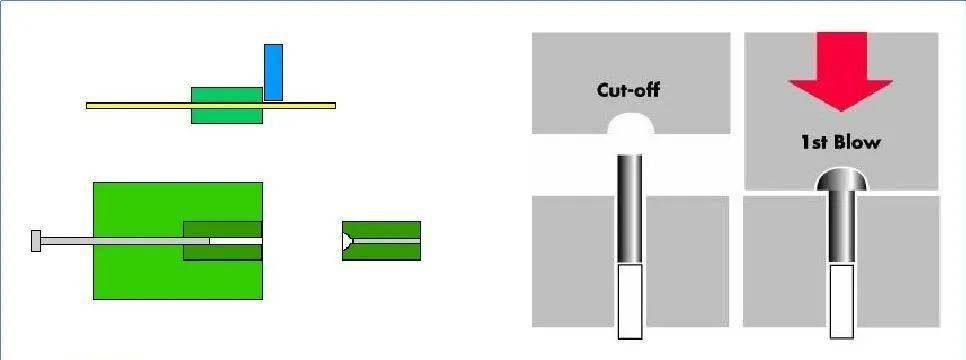


第三の工程は冷間圧造(圧造)工程です。型間の相互作用により、まずワイヤーを切断し、ねじブランクに据え込み、頭部、十字溝 (または他のタイプの頭部) のねじブランクの直径とロッドの長さを形成し、頭部の下の丸み付けなどを行います。
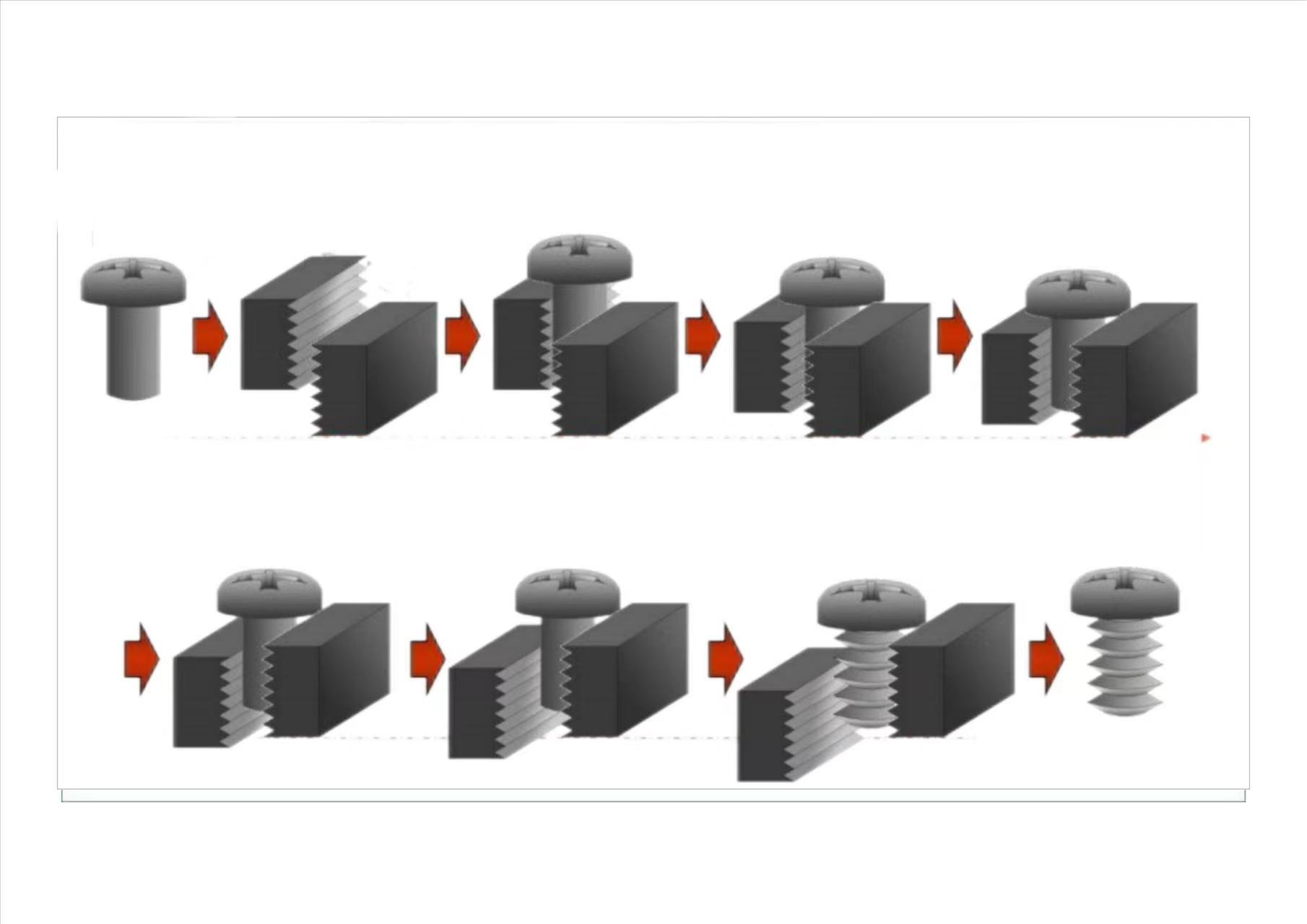
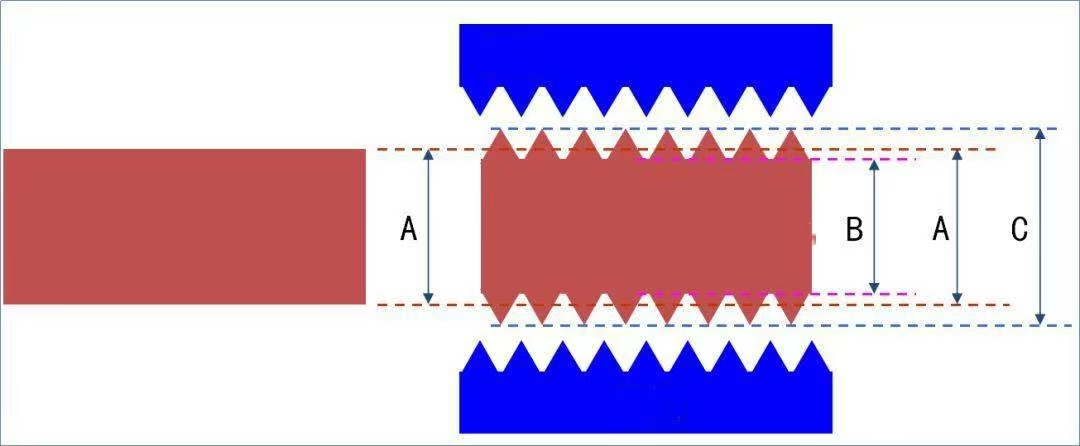

転造工程は製造の4番目の工程です。冷間圧造ブランクからねじ山が圧延され、可動歯板と固定歯板の相互作用によってねじ山パターンが形成されます。

5、熱処理工程
01. 目的:
より高い硬度と強度を得るために冷間圧造プロセスでネジを製造する
02. 役割:
金属のセルフタッピングロックを実現するには
ねじれ、引張、耐摩耗性などの金属部品の機械的特性を向上させます。
03. 分類:
A. アニーリング: (700 ℃ x 4hr): 伸長組織 - 直交多角形化。
B. 浸炭熱処理(金属部品に炭素を添加して表面硬度を向上させる、炭素含有量の少ない金属材料の場合)
C. 焼き戻し熱処理(金属に元素を添加せず、温度変化により金属の内部構造を変化させ、機械的特性を向上させます)工場としての製品の管理、製品の配送と品質の厳格な管理、暗黙のチームなど、これらが当社がオーストラリア市場のチップで競争する理由です。
最終工程はメッキとも呼ばれる表面処理工程です。メッキ後、製品の表面は希望の色効果と表面酸化防止メッキ効果を発揮できます。

XINRUIFENG Fastener の主力製品は、先の尖ったネジとドリルポイントのネジです。
先のとがったねじには、乾式壁ねじ、チップボードねじ、セルフタッピングねじ、CSK ヘッド、六角頭、トラス頭、なべ頭、およびなべ頭のとがったねじが含まれます。
ドリルポイントネジには、乾式壁ネジドリルポイント、CSK ヘッドセルフドリルネジ、六角頭セルフドリルネジ、EPDM 付きセルフドリルネジ付き六角頭が含まれます。PVC;またはゴムワッシャー、トラスヘッドセルフドリルネジ、なべセルフドリルネジ、およびパンフレームセルフドリルネジ。
優れた品質、競争力のある価格、タイムリーな納期が当社の成功の 3 本柱です。そして、私たちは長期的なパートナーシップを確立し、すべてのクライアントとWin-Winの関係を築きたいと考えています。
投稿日時: 2023 年 6 月 28 日